- QQ在线
-
微信咨询

扫一扫
了解更多信息 ! - 返回顶部

韵泽服装辅料
YUNZE GARMENT ACCESSORIES

TPU松紧带挤出常见问题
TPU挤出
TPU可以在大部分通用型挤出机上进行加工。但是TPU熔体粘度较高,为了保证熔体能够充分塑化,TPU挤出机应配备高功率电机。一般来讲,45mm和65mm螺杆的挤出机电机功率最好不低于18KW和30KW。
设备
1、螺杆
由于热塑性聚氨酯(TPU)对剪切作用非常敏感,我们推荐使用渐变式螺杆或具有较长压缩段的突变式螺杆进行加工。 TPU透明肩带
带有混合装置的螺杆以及压缩段较短的尼龙螺杆都不适合加工TPU。前者剪切作用强烈,容易使TPU降解,导致熔体粘度急剧降低而无法成型;后者不能使TPU熔体充分塑化,制品表面易产生晶点。 TPU松紧带
下图是TPU挤出螺杆示意图:
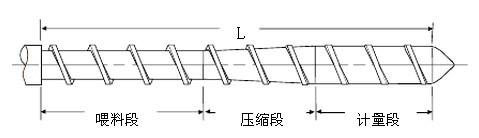
喂料段、压缩段与计量段的长度比在4:6:5范围内。 螺杆长径比在25:1至30:1之间,压缩比应为3:1左右。
2、多孔板和虑网
为了防止TPU熔体中的不熔杂质进入模头,机筒和连接头之间应安装多孔板和虑网。虑网目数一般在80-120目之间。
虑网的另外一个重要作用就是使熔体在机头产生足够的压力,从而提高熔体强度以利于成型。
3、模头
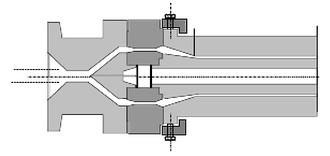
由于TPU是一种对剪切作用极其敏感的热敏性材料,其挤出机模头和连接头的设计需要采用平稳的几何过渡且不能存在死角。这样可以避免TPU因聚集在死角处而难以清除。
另外由于TPU熔体的高粘度和高弹性,模头定型段应足够长,以消除聚合物的记忆形变。
下图是TPU模头设计简图:
挤出条件
1、干燥
TPU切片中的水分可以使熔体产生降解,影响加工性能以及制品的机械性能和外观。因此TPU在进行挤出加工前必须进行干燥。干燥温度因硬度不同而异,一般在95-110℃之间,时间3小时左右。 TPU橡筋带
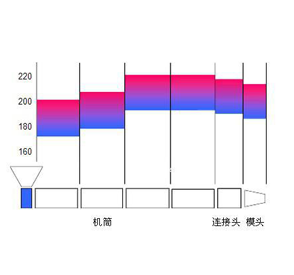
2、加工温度
TPU熔体粘度和粘性很大。为了保证TPU熔体能够充分塑化,同时又能最大限度的降低制品表面的粘性,我们推荐从进料段到计量段采用从低到高的温度分布,而计量段到模口采用下降的温度分布。较低的模口温度还有利于提高熔体强度。温度分布示意图如下:
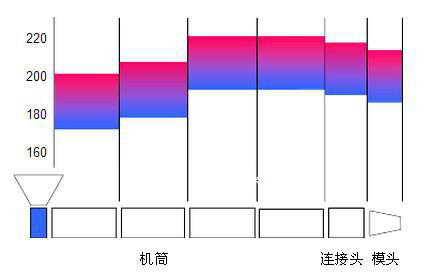
在一些情况下,也可以采用从高到低的温度分布。也就是说喂料段温度最高,模头温度最低。这种温度分布更有利于TPU熔体充分塑化。但是加工高结晶度的TPU时,物料可能粘附在喂料段的螺杆上不能前行,从而导致喂料受阻。
TPU加工温度因螺杆尺寸大小而异。大尺寸螺杆因剪切作用大,其加工温度应比小尺寸螺杆低。
TPU挤出
3、螺杆转速
如前所述,TPU对剪切非常敏感,因此螺杆转速不宜太高。但是螺杆转速太低则会导致熔体在机筒内停留时间过长而产生降解。一般螺杆转速应在20-50RPM之间为宜。选择合适的螺杆转速应以熔体完全塑化,制品表面光滑无气泡为准。
常见问题解析:
上一篇 TPU松紧带挤出注意事项




